Mobile:+86-13921354210
E-mail: info@lutong-industrial.com
E-mail: info@lutong-industrial.com
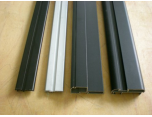
4、Finishing Extruded Aluminum
As soon as mill-finish aluminum is exposed to the atmosphere, an oxide layer begins to form at the surface. For many applications, aluminum profiles require no more protection than this thin, transparent oxide film. However, aluminum profiles can be treated with a wide range of finishes wherever additional protection or an enhanced appearance is desired.
Mechanical Finishes are available in a variety of textures, produced by a variety of mechanical methods such as sanding, polishing, grinding, buffing, or blasting.
Pretreatment refers to specific processes used to prepare the surface of the aluminum profile for subsequent finishing. There are two types of extrude aluminum pretreatment coatings: those containing chromium and those that are chrome-free. Typically, pretreatment is a 5-7 stage process. These stages clean the metal and properly prepare it for the coating application.

Chemical Finishes include etching, which yields a frosted surface appearance, and bright-dipping, which produce very shiny, specular finish.
Anodizing is an electro-chemical process that forms a durable, porous anodic oxide layer on the surface of aluminum, adding to the protection provided by its natural oxide film. It allows aluminum profiles to retain metallic luster while accepting durable and vibrant color.
Anodizing is a process in which the aluminum profile is immersed in a tank containing an acid-based electrolyte; a current is passed through the solution, carefully controlling the temperature of the electrolyte. The aluminum profile serves as the anode, so the electrolyte releases oxygen ions at the surface of the profile. The oxygen immediately combines with the surface aluminum to form a hard aluminum oxide film. This process typically includes three or four pretreatment steps:

Unlike other finishes in which a separated coating is applied, the anodic oxide layer is an integral part of the aluminum surface since it is formed by oxidation of the surface atoms themselves. Anodic coatings may vary significantly in thickness, hardness, porosity, and protective value, depending on the process used and the length of treatment time.
There is a process known as sealing after the aluminum extrusion has been anodized. It closes the pores of the anodic oxide surface. Sealing the anodic oxide layer means rendering it inert, so that the surface of the anodized aluminum profile is nonabsorbent, nonreactive, and resistant to staining and corrosion.
Liquid Coatings include a broad range of paints – such as polyesters, acrylics, siliconized polyesters, and fluoropolymers – available in virtually unlimited array of colors.
Powder Coatings provide a durable finish with little or no use of solvents; they are gaining use while volatile organic compounds (VOCs) are problematic.
Although there are differences between liquid and powder coatings for aluminum profile, both perform two essential functions: First, a cosmetic function: The coating gives an aesthetically pleasing appearance to the substrate, controlling the appearance for purposes of color coordination, uniformity, or visual appeal. Second, a protective function: The coating protects the substrate from environmental damage due to acid rain, sulfur pollution, corrosion, or excess oxidization.
5、Extrusion Dies
Extrusion dies are essentially thick, circular steel disks containing one ore more orifices of the desired profile. They are normally constructed from H-13 tool steel and heat-treated to the desired condition. The die is at the end of the container. Aluminum is forced through the opening(s) in the die to create the extruded product. Extrusion Dies can be made to form a virtually limitless array of profiles and sizes. There are three basic types of extrusion dies: solid dies, semihollow dies, and hollow dies, which produce solid profiles, semihollow profiles, and hollow profiles respectively.
(1) Solid Die

Solid dies have one or more openings, and produce extrusions without any enclosed internal voids. The opening in a solid die has the exact cross – sectional profile of the extruded shapes. Solid dies are used primarily in the production of bars, channels and angles, as well as many custom shapes. Many styles of solid dies are used, depending on the equipment and manufacturing philosophy of the extruder. Some prefer to use flat-face solid dies while others prefer to use recessed pocket or weld-plate style dies. A pocket die has a cavity slightly larger than the profile itself, approximately 1/2 to 3/4 deep. This cavity helps to control the metal flow and allows the billets to be welded together to facilitate the use of the puller. Both pocket and weld-plate type dies provide for additional medal flow control, compare to that of the flat-face type die.
(2) Semihollow Die

Semihollow dies produce shapes that include partially enclosed voids with “open” profiles. The void has an area which is generally in a ratio of three – to – one larger than the tongue of the die. This ratio (Area/Gap²) is called the tongue ratio. Semihollow dies are used most often in the production of atypical channels and other custom shapes.
Depending on the tongue ratio, semihollow dies can be constructed as flat, weld-plate or porthole design. Porthole dies are more prevalent in the production of semihollow profiles.
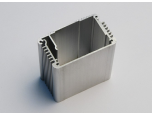
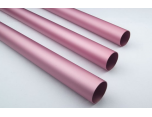
(3) Hollow Die

A hollow die produces profiles with one or more voids. The profile could be as simple as a tube with one void or as complex as a profile with many detailed voids. Hollow dies require two components, a die cap and a mandrel section, in order to produce required shapes. It may or may not have a backer. Hollow dies produce tubes and many custom hollow shapes.
The mandrel, also known as the core, generates the internal features of the profile. The mandrel has two or more ports, the aluminum billet separates into each port and rejoins in the weld chamber prior to entering the bearing area. The ports are separated by the webs, also known as legs,